Industry 4.0 Technologies: Redefining Manufacturing Operations
Smart Manufacturing
March 14, 2022


[Last Updated On: November 15, 2022]
Industry 4.0 is no longer just about the factory of the future. It is the factory of today. The benefits of adopting Industry 4.0 in manufacturing plants are now clear with many reporting greater competitive advantage, happier customers and improved production efficiency.
A recent Canadian survey reported that falling behind the competition was the leading threat to not investing in Industry 4.0 technologies.
Even though manufacturers are intending to implement Industry 4.0 technologies, many are unsure about the starting point. The top three reasons why they are holding back I40 investments are, lack of talent, legacy integration and resistance to change.
To make it easier to navigate the Industry 4.0 landscape, and help you gain a clear understanding of how to leverage different 4.0 technologies at your plants, this blog breaks down:
Commonly referred to as the Fourth Industrial Revolution, 4th Industrial Revolution, 4IR or I40, Industry 4.0 is defined as bridging the gap between physical production and digital manufacturing using automation and data exchange technologies. These digital technologies allow manufacturers to keep track of production lines at all steps of their processes. With increased use of automation and data from across the plant top-of-mind, the frontline can reduce downtime and inefficiencies with smarter decision-making.
To help illustrate this, imagine 4IR being executed via the Digital Twin Model, seen below. The Fourth Industrial Revolution relates to digital twin technologies which create virtual versions of real-world installations, processes and applications. These versions can be linked with IOT in real-life, allowing for cyber-physical systems to communicate and cooperate with each other and the frontline to create a real-time data exchange and automation process for Industry 4.0 manufacturing.
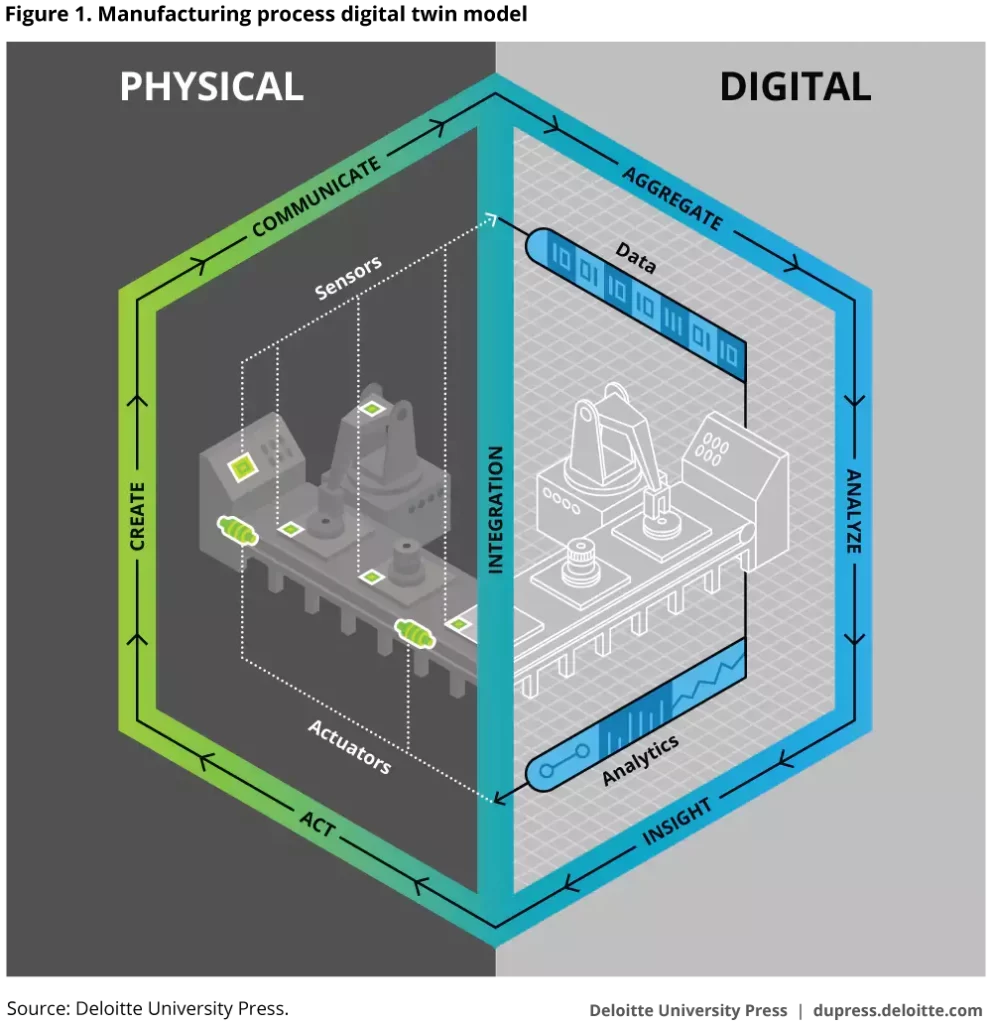
A digital twin is a virtual model of a process, product or service. This pairing of the virtual and physical worlds allows analysis of data and monitoring of systems to head off problems before they even occur, prevent downtime, develop new opportunities and even plan for the future by using simulations.
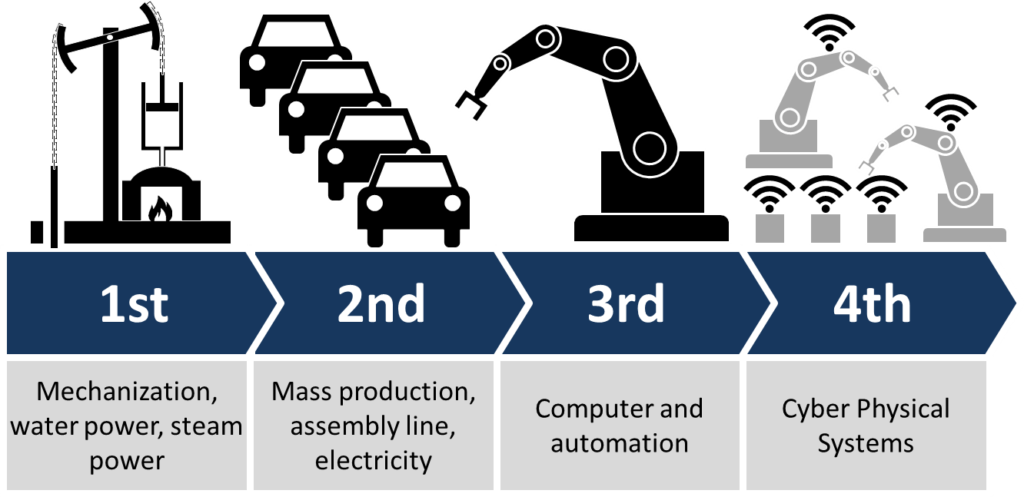
Since the 1800s, we’ve experienced three industrial revolutions. Each revolution was powered by a disruptive new technology:
The reason they were called industrial “revolutions” was because the innovation that drove them didn’t just improve productivity and efficiency a little bit – it completely revolutionized how goods were produced and how work was done.
Now in the Fourth Industrial Revolution or Industry 4.0, automation and computerization that we saw in the Third Industrial Revolution has advanced for the future.
Originally, Industry 4.0 was a strategy built by the German government and first introduced publicly at the 2011 Hanover Messe Fair. Industry 4.0 makes everything in your supply chain “smart” – creating manufacturing 4.0 from digital factories, to smart warehousing and logistics. Powered by the Industrial Internet of Things (IIoT) and cyber-physical systems, the Fourth Industrial Revolution has incorporated Third Revolution smart, autonomous systems that use computer-based algorithms to monitor and control physical things like machinery, robotics, and vehicles.
A PwC Global Industry 4.0 Survey revealed that more industrial companies worldwide are making Industry 4.0 digital transformation the focus of their business strategy. Companies around the world are planning to double their average level of digitization within five years, from 33% to 72% — and they’re investing US$900+ billion per year to do it.
Here are a few reasons why:

A significant number of manufacturers, especially small-medium sized enterprises, are functioning somewhere between the 2nd -4th Industrial Revolutions. Industry 4.0 isn’t something that’s just implemented overnight. It takes time. Though there will be some learning curves, the adoption benefits outweigh concerns.
Recent evidence shows that the move towards digital transformation is gaining momentum across virtually all sectors.
In fact, a McKinsey survey of more than 400 global manufacturing companies revealed that 94% of respondents indicated that Industry 4.0 helped them to keep their operations running during the COVID-19 crisis, and 56% said the digital transformation they undertook was essential to their pandemic responses.
For manufacturers to make their mark in the smart factory space, Industry 4.0 is the right step forward. Yet there are three main excuses manufacturers are using to justify putting off Industry 4.0 manufacturing adoption, and how to combat them.
Manufacturers struggle with the day-to-day operations and feel overwhelmed when they are broached with the topic of Industry 4.0, often assuming that I4.0 requires that they redo all of their processes.
A few similar reasons:
These objections are frequently used when it comes to updating business matters, but it is a matter of prioritization. There’s only so much time in a work day. What’s important is what you choose to do with that time. A manufacturer that procrastinates advancements until the “time is right” will always find something else that is deemed to be more important in the next quarter — and the next.An adoption strategy can be planned to incrementally roll out any changes based on office, technical, frontline staff and production schedules. You don’t have to implement alone as top digital solutions that help improve OEE include integration and support.
Industry 4.0 deployments can seem really complicated if the organization is approaching adoption with a DIY approach.
A few similar reasons:
Manufacturers are often bombarded with complicated, full scale technical solutions which are completely out of their scope.
Why? Because sometimes managers underestimate the capabilities of their engineers and frontline workers. The best way to address this challenge is by engaging the teams as a whole to develop the plan and the solution. Bring the team together to share the direction. Understand the value of frontline workers and find ways to engage them. Follow this by asking, “How would you go about making this happen?” The answers are normally straightforward and the ownership for implementation is now with the team. One favored approach is to identify a “quick-win” that will create excitement and buy-in.
When manufacturers have qualified support or advice for extensive discovery and education then the requirements can be determined – collectively.
Manufacturers could be incorrectly advised that Industry 4.0 adoption is all or nothing. Therein lies that assumption that new technologies are too expensive.
A few similar reasons:
New technologies have a cost and like most associated expenses, physical tech depreciates and software requires ongoing updates. However, the return on investment needs to be included in any Industry 4.0 adoption plan. A solid strategy includes appropriate budgeting and incremental execution that tracks the ROI.Here are three quick steps to get started with new technology, 1) Establish Industry 4.0 as a priority. 2) Especially important for small to mid-size manufacturers, identify a reliable partner who not only understands the technology but also the concerns around change management. 3) Select a technology solution that empowers frontline workers and improves operational performance.
“To be at the forefront of Industry 4.0, manufacturers must empower their workforce to make decisions based on data and support them in learning new technologies.”
The biggest misconception about Industry 4.0 is that it’s all about technology. It’s not — it’s also about the people. Manufacturers that take the technology-first approach may be disappointed in what can realistically be delivered. The best way to leverage available technology is to initially look at your people and desired outcomes.
To be at the forefront of Industry 4.0, manufacturers must empower their workforce to make decisions backed by data and support them in learning new technologies. These new concepts require new knowledge and skills to support organizational goals.
Here’s how:
With the integration of any process or organizational change, soft skills are crucial. Change often requires disruption of social relationships and habits for workers, so the development of soft skills such as communication and change management can make a positive difference.
Digital skills, and sometimes even basic digital literacy, is essential to modernizing a shop floor. The introduction of digital training, retraining and upskilling can contribute to higher retention rates. When staff are empowered with digital knowledge, it frees up their time to participate in problem-solving and decision-making processes.
An OEE software that is designed to make the frontline worker’s day-to-day more focused and purposeful is key to ensuring their input is valued.
Now that machines are at the point where they can share accurate real-time data, the key is to use that information wisely. While AI makes frontline work easier, no computer can consider all elements of a situation – environmental, emotional, physical, etc. – to make a better decision than a human being. Augmented management is the intersection of data science, artificial intelligence, and most importantly, human potential. Technology simply supports the limitless capabilities of operators, managers, and engineers.
“All businesses must be making a move to be smart, connected organizations or they will soon fall behind the competition.”
— Bernard Marr, Business Strategist and Data Expert, Bernard Marr & Co.
Our team at Raven understands the integration of the physical and digital — and are dedicated to helping manufacturers improve their bottom line with input from frontline workers.