How Digital Transformation in Manufacturing Improves Production Performance
Smart Manufacturing
April 19, 2022


[Last Updated On: February 7, 2023]
Digital transformation is not a buzzword that’s going away any time soon. Global spending on digital transformation of business practices, products and organizations is forecasted to reach $2.8 trillion in 2025 — that’s more than double the amount allocated in 2020. Digital transformation is now an established strategy that manufacturers have adapted to their production processes. But, the likelihood of improving production performance depends on how transformation is led, planned and executed — and how involved people on the shop floor are in the adoption of the digital transformation strategy.
To successfully operationalize digital transformation in manufacturing, it’s essential to collect accurate, meaningful data. In this blog, we cover six key topics to help you and your team incorporate digital in your plant, including:
Digital transformation is a business strategy that can be applied to a broad spectrum of industries, designed to solve traditional problems and provide value — using digital technologies.
Digital transformation in manufacturing helps increase revenue by applying digital technologies to plant processes in order to improve operational effectiveness, production downtime and total equipment performance.
Manufacturers are increasing their spending on digital technologies to remain competitive and adapt to the new global marketplace. Solutions that use hardware, software and artificial intelligence for data collection and analytics provide flexibility and resilience during pressure-filled circumstances such as unplanned downtime. Once manufacturers can gain insights into their data in real-time, then they have more control over their production efficiency to reduce costs and boost revenue. Despite the proven ROI on digital transformation in manufacturing, many companies are only just getting started.
For example, only 5% of US manufacturers have fully converted at least one factory to “smart factory” status, and only 30% are currently implementing initiatives related to smart factories. This means that nearly two out of three manufacturers are not progressing on initiatives that they point to as their main driver of near-term competitiveness in five years. However, the future is bright. IDC research shows that organizations are investing in DX and their future spend is estimated to total more than $816 billion by 2025.
The 5 digital transformation trends listed below are predicted to impact your industrial IoT strategies for digital transformation in manufacturing this year and into the future — so keep them in mind as you strategize.
Only once a strategy – including future budgeting – has been set, can a manufacturer’s journey on the path to I4.0 begin.
Every successful digital transformation strategy in manufacturing is dependent on a leadership team that’s “all-in”’ and has the commitment and support from the rest of the plant workers.
Before embarking on your plant’s digital transformation path, the objectives below should be met:

The barriers to DX adoption are often discussed in the context of getting started, with limited attention paid to challenges along the way. Here are some of the common challenges to watch out for that may cause delays or impact morale in your plant.
The challenges and solutions to the adoption of digital products and processes are oftentimes related to the integration, collection and quality of data. This is why 95% of companies consider intelligent technology key to digital transformation.

Data and analytics is power in the digital manufacturing world. Raven’s approach to transition manufacturers from historical data-driven management to digital transformation involves real-time, data-driven OEE monitoring. We believe that smart manufacturing is all about guiding workers to continuously take the right actions to eliminate the biggest sources of waste — as it’s happening in real-time.
When moving from dated, manual analysis to real-time guidance using data, remember:
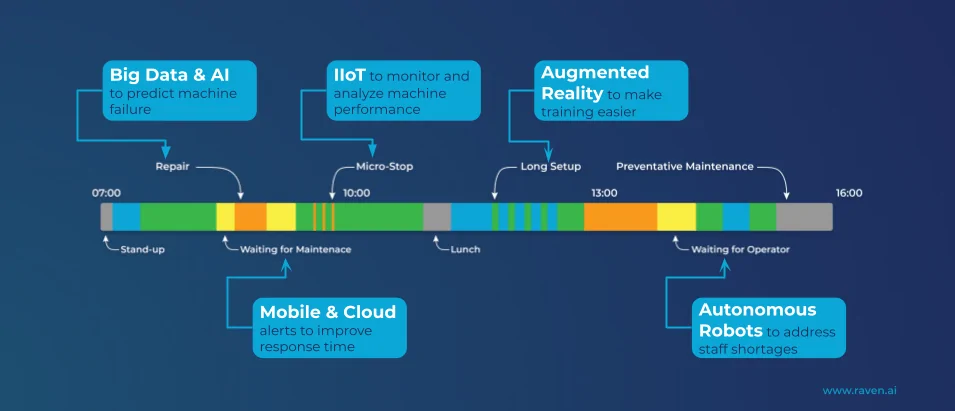
The connection between trustworthy data and precise actions based on true insights is exactly what real-time guidance is intended to provide. For example, Raven harnesses the power of your real-time data by capturing and contextualizing data from your machines, operators and MES/ERP to provide a complete timeline of what’s happening on your shop floor.
With these actionable insights, leadership and frontline workers get real-time guidance to address key OEE issues.
“It all starts with the timeline, with the fact that we need to understand what’s happening now, and we need to understand what’s happened in the past and that data needs to be complete and accurate.”
— Martin Cloake, CEO and Co-Founder, Raven
95% of companies agree that digital transformation in manufacturing is essential to their team’s future success, with 77% saying their increase in investing in digital was significant or dramatic. One of the best examples of this is the transition from manual processes like whiteboards and spreadsheets to a digital, automated approach. An approach where operator’s can tag downtime and inefficiencies with the touch of a button.
When data and input from operators and machines is captured and combined, Raven’s Automated Contextualization Technology (ACT) uses artificial intelligence to create a meaningful timeline of events — accounting for 100% of production time and losses.
Some of the ACT use cases for manufacturers to improve OEE and continuous improvement on the shop floor include: