The Importance of Digitization for Medical Device Manufacturers
Smart Manufacturing
January 31, 2023


The power of surgical robots and the use of artificial intelligence in the medical device sector are just two of the innovations demonstrating how far medical technology has come. So, how much further can we go? With major advances in technology combined with the new realities brought on by the pandemic, medical companies in the Life Sciences industry are facing a future of opportunity, growth and increasing demand. As a result, digital transformation is top of mind for leading cutting-edge companies. These medical technology manufacturers are focused on refining device quality that complies with global regulations, while reducing costs and improving efficiencies. But, the likelihood of improving production performance depends on how digital transformation is led, planned and executed in their factories — and how involved people on the shop floor are in the adoption of the strategy.
In this blog, learn the key pain points within medical device manufacturing today and the proven strategies that drive real-time visibility into OEE and enable data-led productivity improvements.
The medical device manufacturing sector faces many challenges with respect to their daily operations such as: data collection and reporting, downtime tracking, real-time visibility and shop floor engagement. Let’s take a look at the factors that are causing these challenges to turn into major pains for some manufacturers in this space.
Plant Management and Continuous Improvement teams
Operators and Frontline teams
C-Suite and Executive teams
If these challenges aren’t prioritized, they can cost medical device manufacturing companies billions in lost revenue. In fact, McKinsey stated that facilities adopting AI and other advanced Industry 4.0 technologies by 2025 can expect a 122% positive cash flow change. Follower companies can expect just 10%, while companies that fail to adopt AI could see a 23% downturn.
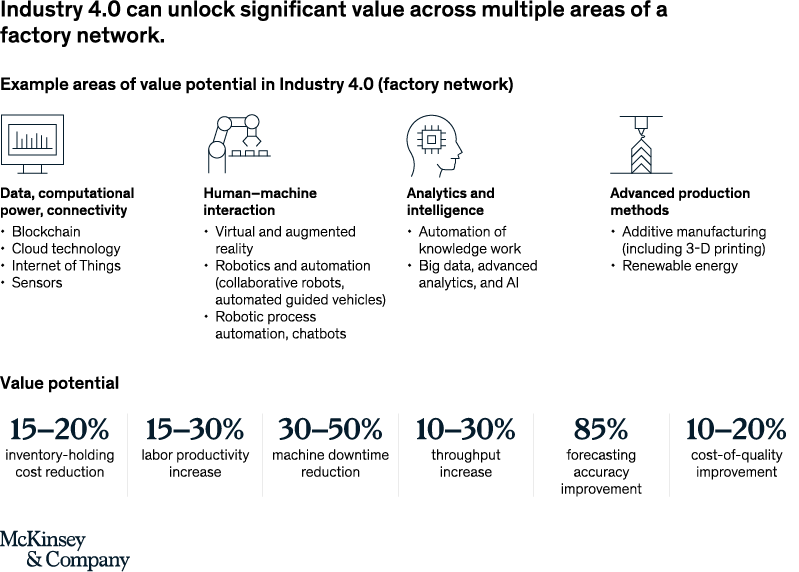
Within the medical tech industry, the need to have a service for everything can greatly affect a manufacturer’s ability to focus on hitting targets quickly and efficiently. In order to maintain a competitive edge in today’s economy, medical technology manufacturers will need to prioritize a digitized, data-driven approach to their operations. Investing in digital technology is one of the most strategic approaches medical manufacturers can apply to their operations today for increased productivity. According to a study conducted by McKinsey, the benefits of implementing digital shop floor solutions successfully can be dramatic:
With a fully-digitized and automated approach, your operations team can now conduct regular quality audits and alert maintenance and engineering specialists to solve bottlenecks, which will lead to production performance improvements and reduce downtime inefficiencies. McKinsey revealed that digitization and automation can ensure better quality and compliance by reducing manual errors and variability. Both enable faster, more effective problem resolution and a risk-based approach to optimizing testing volume, tools and methods. Digitization and automation can also prevent major compliance issues, which in themselves are worth millions in cost savings. A successful digital transformation strategy is dependent on a leadership team that’s “all-in”’ and has the commitment and support from the rest of the plant workers. This approach cannot just be about technology. According to Forbes, it has to be about what the people on the shop floor need to do with the technology. It must be about the frontline and their jobs. Those who make their frontline’s day-to-day more focused and purposeful by 1) using an automated approach for tracking inefficiencies and 2) increasing visibility into OEE data, will have the right steps in place to succeed.
OEE technology, like Raven, helps manufacturers in the medical technology industry manage production pressures and regulatory challenges to drive operational excellence by:
In addition, Raven’s software helps drive productivity improvements for medical device manufacturers by:

With increasing regulations and objectives in place, it can be overwhelming for medical device companies to know how to optimize their shop floor processes that will lead to productivity improvements. Without clear, contextualized and accurate data, prioritizing their continuous improvement initiatives can seem more challenging than it has to be. By adopting a fully-digitized approach and embracing new tech innovations, medical device companies will increase their ability to adapt to the pressures of producing high-quality, regulatory approved products both safely and efficiently.
Talk to a Raven expert about our OEE software and how we can help you reduce production costs and improve efficiencies, while refining device quality that complies with global regulations.