Ask The Experts Series: How to Successfully Adopt Continuous Improvement Tools and Culture
Frontline-First
September 1, 2022


According to The Manufacturing Institute’s Engagement and Retention Study, employees who feel valued are more than four times as likely to report high levels of work engagement (59% versus 13%). This plays an important role in determining a positive mindset on the factory floor.
In this blog, consisting of two parts (See Part 1), we focus on the frontline-first approach to implementing successful continuous improvement practices, including a summary of the recent fireside chat between Martin Cloake, CEO at Raven and Justin Brennan, Director of Operational Excellence at Renaissance Lakewood.
Justin Brennan shares his experience using Raven, how Raven helped transform the frontline’s mindset, and key continuous improvement wins Renaissance has celebrated to date with a focus on:
Answer: While we were qualifying a line, we took pictures of a whiteboard for reference. I noticed the whiteboard had an immense amount of details written out, yet the pictures weren’t doing it justice because at the end of the day, they weren’t digitized or kept for historical reference. So, I wondered if this process of whiteboard, to pictures, to trash was a huge waste — the operators agreed.
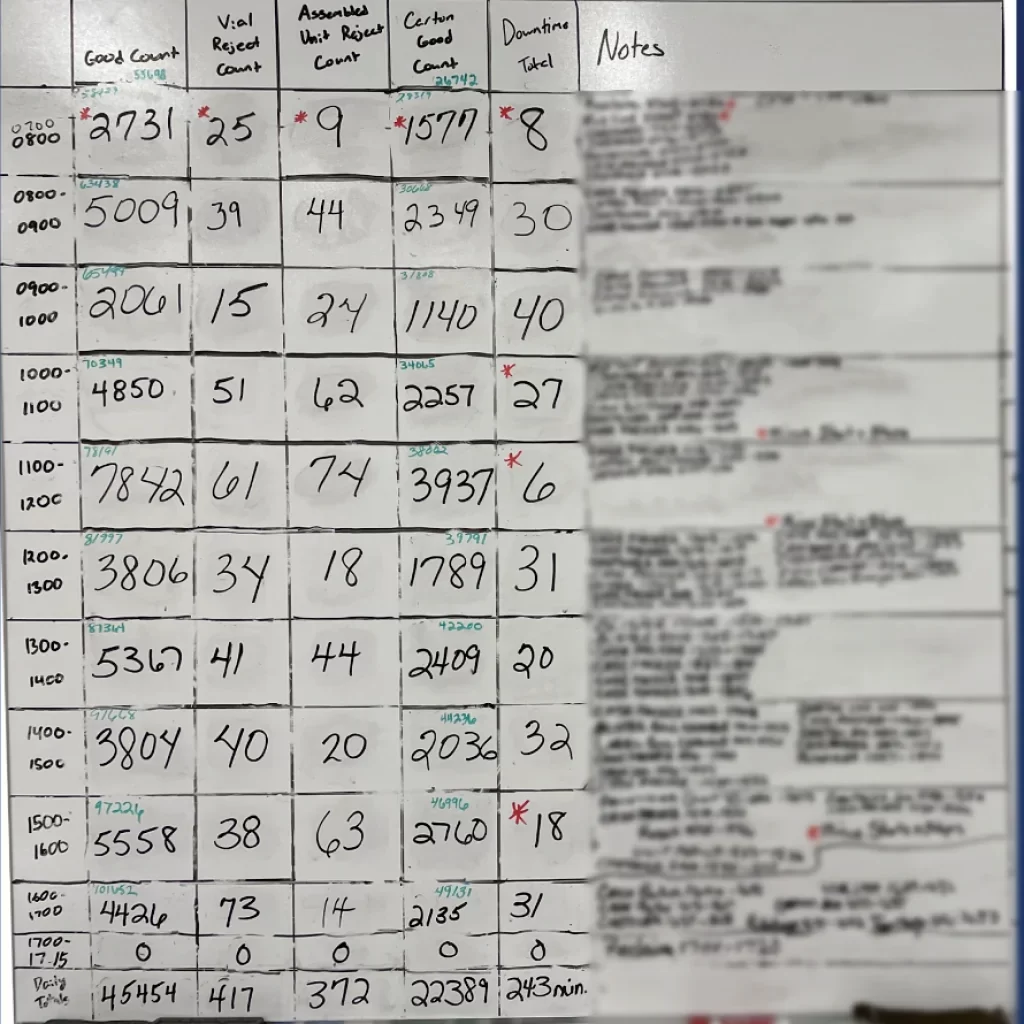
These are some of the steps we took to transition from data collection with a whiteboard to enabling operators to use Raven on the lines, to provide important details on production losses and downtime:


Raven dashboards installed on lines at Renaissance to quickly identify process upsets and dynamic bottlenecks to ensure maximum throughput.
Answer: The frontline team, working on the most recent line we deployed Raven on, was amazed to report record-setting performance. We’ve also hit record-setting performance on some of our other billing and packaging lines. It’s been a direct result of day in and day out engagement by the operators, the engineers and mechanics, and all of the other teams contributing to the organization.
Some specific examples of when the data provided an invaluable level of insight into where we need to focus our continuous improvement efforts:
Answer: There’s been a lot of pleasant surprises. The one that surprised us most was the high level of engagement with the Raven team. Raven’s Customer Value Leads and Engineers show a remarkable level of ownership as we deploy Raven’s software and whenever questions or issues arise. They’re always quick to jump on board. We truly have a partnership with Raven — it’s less about the transaction if you will and more about building a future together.
Answer: I think the future is incremental. I find that technology is rarely truly revolutionary, and often evolutionary. As we look at this continuous improvement process and strategy, we want to maintain the good things we have going while having honest conversations about what’s falling short.
Our top 3 priorities moving forward include:

Answer: It’s not necessary to connect live to the ERP. To operate Raven without a live connection to the ERP, a lot of information is captured asynchronously. As our continuous improvement strategy evolves, we can create more connections with our other information systems in the manufacturing tech stack. We wanted to make sure that we were getting context from all areas possible and the key with operators was the incremental approach change.
Raven was such a viable and helpful solution for us because we didn’t want to integrate it with our ERP right away. There was no need for us to jump right to the end goal. We wanted a layered solution that wouldn’t impact the validated state of our current software equipment. So Raven provided the ability to do so — without any additional integration on that side.
Learn how Renaissance transformed their conversations around whiteboard data collection to two-way, data-led discussion with the help of their frontline operators.